Видеоуроки по Delcam PowerMill / FAQ | Автор топика: Renjirou
Aleksey,
Если вы хотите делать внутри программы симуляцию работы станка, то нужно делать его модель, настраивать mtd-файл, подгружать в Power Mill, смотреть симуляцию.
Aleksey (Yuyutsu) Дмитрий, правильно понимаю, что необходимые параметры задаются в постпроцессоре? Каким образом тогда PowerMill создает траекторию обработки, если нет данных о станке, сколько осей, какие размеры, как реализована 4 ось, как двигается фреза (горизонтально, вертикально и т. д.)?
Дмитрий (Yadid) Aleksey,
всю информацию о кинематике, пределах перемещений и т.д. содержит постпроцессор. Модель станка нужна только для визуальной оценки работы виртуального станка.
Aleksey (Yuyutsu) Спасибо за подсказку!
Дмитрий (Yadid) инструмент не обязательно должен приходить в ноль в конце. Все зависит от обрабатываемой геометрии, от параметров стратегии обработки.
Дмитрий (Yadid) Di,
а вон че, ну здесь возможно выдаваемый постом код не соответствует тому, как настроен MACH. Там ведь есть несколько вариантов того, каким образом воспринимается поворотная ось. Сама ось должна поворачиваться ровно на столько, на сколько указано в программе. Должна быть синхронизирована с линейными осями. Код выдаваемый постпроцессором, касательно поворотной оси, тоже в разных форматах может выводиться.
Дмитрий (Yadid) Di,
Обо всем не напишешь.
вот в этом уроке начиная с 12:30 я веду речь на эту тему. Определенную полезную информацию можно почерпнуть:
https://www.youtube.com/watch? v=Xaq5BJ21P9U&index..
Александр (Albinia) Дмитрий,
День добрый, Спасибо вам за ваши уроки, реально очень помогли...
Подскажите пожалуйста, пишу УП в повермиле под мач3, и под Камоушин, использую постпроцессор для фанука, и в каждом УП идет коррекция G43Z10.H1
вопрос, у вас также или это мой постпроцессор? и еще просьба, если можете дайте ссылку на простенький постпроцессор для Матч3 где бы небыло лишних кодов, вплоть до (T1M6) - мне не нужно задавать номер инструмента он у меня один )))
За ранее спасибо
Дмитрий (Yadid) Такие вещи очень легко правятся в постпроцессоре. Намного проще будет разобраться и исправить, чем искать постпроцессор в котором не будет того или этого и будет это или то.
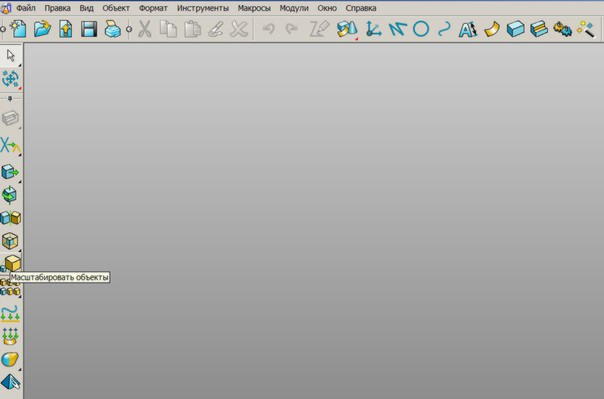
Игорь (Fairuz) Добрый день, Дмитрий столкнулся с такой проблемой -загружаю stl модель в повер шейп, и не знаю как изменить размер загруженной модели, в арткаме без проблем а вот тут ступор, объясните пожалуйста тугодуму как это можно сделать, а то загружаемая модель получается грубо 2х2 метра а мне то всего надо 30х30см, как ее маштабировать, как это делать в повермиле я научился, повер и шейп 2019
Дмитрий (Yadid) Игорь,
все та же команда масштабировать объекты, можно равномерно весь объект, можно вдоль одной оси, можно по двум осям и т.д.
Игорь (Fairuz) Спасибо немного разобрался
Игорь (Fairuz) Добрый день. Подскажите как объединить траектории с разными ЛСК. Например создаю две черновые с верху и снизу соответственно с разными ЛСК повёрнутыми друг к другу под 180%. ПМ их из за разных ЛСК не объединяет.
Женя (Malachiasz) Здравствуйте Дмитрий! подскажите пожалуйста в power mill для обработки детали по 4 ой оси выставляется система координат на оси вращения заготовки а как и где мне выставить ноль для фрезы не могу понять как мне задать ноль для фрезы на верху заготовки а не в центре
Дмитрий (Yadid) для четырехосевой обработки в Power Mill лучше устанавливать систему координат на ось вращения, при этом направления осей должны совпадать с тем как эти оси направлены на самом станке для которого вы делаете программу. Нулевая точка на станке настраивается в том же месте, т.е на оси вращения. Система координат в Power Mill и на реальном станке должны совпадать по своему месторасположению и направлениям иначе нет никакого смысла в тех координатах, которые вы получите в управляющей программе.
Дмитрий (Yadid) Такой способ позволяет один раз настроить ноль и далее обрабатывать всевозможные детали, корректируя лишь вылет инструмента при его смене от одной и той же фиксированной точки. Если есть измеритель инструмента, то даже это не требуется. Если же вы хотите задавать ноль от верха заготовки, то вам постоянно придется его корректировать не только при смене инструмента, но и при начале обработки новой детали. Помимо этого вы зададите ноль от верха заготовки, потом проведете черновую обработку, смените инструмент, нужно будет скорректировать ноль, а верха заготовки уже нет и т.д. и т.п.
Женя (Malachiasz) Дмитрий спасибо за ответ. А как я могу поймать ноль на оси заготовки если заготовка мешает это сделать Получается что я сначала ловлю ноль по всем осям потом должна выставить безопасное расстояние и установить заготовку и после запуска станка когда я его пускаю в ноль он не опускается в центр заготовки а остается на безопасном расстоянии. Правильно я понимаю этот процесс? спасибо вам за такие развернутые ответы.
Дмитрий (Yadid) Есть два варианта: точный и неточный. Неточный состоит в том что перед обработкой вы убираете все заготовки, сжимаете кулачки по максимуму (чтобы было лучше понятно где проходит ось вращения) берете инструмент с острым кончиком (например гравер), подводите его на глаз максимально точно на ось вращения и обнуляете нужные координаты. Затем подводите этот гравер к любой стационарной точке которая никуда никогда не денется (например касаетесь поверхности оснастки в какой-либо точке) и записываете координаты по Z в этой точке. В последующем, подведя любой другой инструмент к этой точке вам нужно будет прописать по Z именно эту координату. При 4хосевой деревообработке я настраивал ноль так.
Есть более точный способ. Зажать какой-либо штифт, пруток, цилиндр, ту же фрезу за хвостовик с известным точным диаметров в кулачки, коснуться верхней части зажатого элемента инструментом и вписать радиус в координату Z.По поперечной оси обычно в таком случае выкатывают индикатором и обнуляют в самом высоком месте цилиндра, т.е. наибольшее значение на индикаторе.
Женя (Malachiasz) Дмитрий спасибо большое получилось правильно запустить программу мы действительно удалили строку T1 M6 и станок не стал возвращаться в ноль.Всё заработало спасибо вам большое)))))))
Женя (Malachiasz) Дмитрий подскажите пожалуйста.у вас в видео уроке по четырёхосевой обработке статуэтки есть черновая обработка.А если станок не с полноценной четвёртой осью а ось Yзаменяется на поворотную как тогда лучше проходить черновую обработку?
Tags: Как заменить конвейерной ленты фрезы Wirtgen
Большая дорожная фреза Wirtgen W 210: Замена резцов на фрезерном барабане





Как отрегулировать ленточный транспортер? От чего зависит уход ленты в сторону Артём? | Автор топика: Степан
На ленточном транспортере для опилок лента периодически сползает в бок. При чем происходит это без видимой причины. В чем дело? как отрегулировать?
Валерия 1)натяжение ленты
2)кривой вал ведущего ролика
3)отсутствующие или со смещенной осью рольганты
4) не отбалансированный привод или конечный ролик
Маргарита Проверь люфт оси последнего ролика, может быть справа он болтается, а слева- зажат...
Николай у тебя гайки натяжения со штырями с 2 сторон вот ими и регулируют
Лариса ту сторону, в которую сползает лента, натяжение ленты увеличить с помощью гайки, через некоторое время, если никаких изменений не произошло, повторить попытку, если сильно ушло в обратную сторону, то ослабить.
Возможно на валиках не выполнена бомбировка Алексей, стоят простые цилиндрические валики
Сергей От параллельности осей вращения роликов зависит. Регулировкой теми же винтами, что и натяжение ленты. ✖‿✖
Ярослав РОЛИКООПОРЫ ПО ТЕЛУ КОНВЕЙЕРА ПРИСУТСТВУЮТ? ПОПРОБУЙ РИХТОВАТЬ ИМИ.



 Какое минеральное удобрение лучше для картофеля при посадке
Какое минеральное удобрение лучше для картофеля при посадке Как правильно обкатать дизельный мотоблок
Как правильно обкатать дизельный мотоблок Какой мини экскаватор выбрать
Какой мини экскаватор выбрать Замена масла в редукторе лодочного мотора Ямаха 60
Замена масла в редукторе лодочного мотора Ямаха 60 Какой лучше купить самосвал КамАЗ
Какой лучше купить самосвал КамАЗ