Режимы обработки древесины на станке с ЧПУ | Автор топика: Kartikeya
Саша Мухин: Кто пилит по дереву подскажите, какие фрезы брать? Сколько зубьев лучше? Какие подачи оптимально выставлять.
Попробую ответить на вопросы :
Хорошие фрезы Frued. Геометрия фрезы определяет вид обрабатываемого изделия, поэтому говорить о кол-ве зубьев так неопределенно сложно. На концевых 2-3 зуба, это обеспечивает хорошее охлаждение и не дает возможность подгорать древесине.
Порода древесины, мощность шпинделя и глубина врезания за проход, а также мощность шаговых двигателей определяет подачу. В среднем из моего опыта 15-50 мм/сек.
Средняя скорость вращения современных фрезеров-шпинделей 18-24 тыс. об/мин.
Если, что не так - подправляйте.
Sasha (Raghunath) 15-50 мм/сек.
Простите, уточную 50 мм секунда? или минута? Чтобы дерево не горело.
Andrey (Jenifer) 50 мм/СЕК - достаточно высокая подача, применяю ее при обработке МДф, например.
Для древесины - лучше подачу уменьшать.
Горение может возникнуть:
- а.
При очень маленьких подачах (сделайте до 5 мм/сек и увидте гарь).
- б. При использовании фрез не для деревообработки. У фрез по металлу стоит 4 ножа, что намного увеличивает трение - итог возгорание.
- в. При тупом инструменте;
- г. При вертикальном врезании на большие глубины фрезами, не предназначенными для этого.
Хуже всего, когда искру затягивает в пылесос. Там начинается процесс тления и возгорания, что даже приводит к пожарам. Есть на памяти пару примеров.
Tyoma (Alyxandra) отлично режу древесину на 75мм/сек. прмчём как черновую, так и чистовую с полу чистовой. на черновой h-2.5мм шаг тоже 2.5, обороты 18-24 (зависит от станка) фрезы 2-х зубые (black smith, onsrud, klein)
Андрей Троянов
5 дек 2010 в 17:10
"Для древесины - лучше подачу уменьшать."
не согласен
а вообще по поводу режимов резки: не бойтесь эксперементировать и ломать фрезы. сейчас все параметры ставлю на максимум, а оптимальный режим определяю по звуку(не ошибаюсь)
фотки позже выложу
Andrey (Jenifer) Ну, впринципе, видимо речь идет все же о 3Д моделях, где присутсвуют черновая и чистовая обработка. Там действительно, при небольших припусках станок можно разогнать и до 100 мм/сек.
И уже включается процесс регулирования параметра разгона-торможения станка... но это уже совсем другая история.
Когда же обрабатывают фасады фасонными фрезами диаметрами до 50-70 мм и мощными шпинделями до 6кВт топят их в заговки до 10 мм за проход - там все становится гораздо медленнее...
Tyoma (Alyxandra) разгон-торможение присутствует всегда(кроме серво-приводов). просто на маленьких подачах он не заметен, хотя смотря как это реализовано в контроллере. доводилось работать на оборудовании на котором даже на маленьких скоростях заметно торможение. заводские настройки разг-торм не меняются, вобщем на поворотах ребятам, первое время приходилось дорабатывать шкуркой. позже нашел выход: перед поворотами и углами в коде прописывал снижение оборотов, после соответственно увеличивал.
фасады на 10мм за один проход не резал (религия не позволяет))) резал за 2, врезание 600, резка 2500, обороты от диаметра фрезы, шпиндель 4кВт.
Кстати Андрей, спасибо за группу!!! надеюсь что здесь будет общаться более 2-х человек.
Tyoma (Alyxandra) есть предложение сделать тему, этакий black job. в общем, список кампаний в которых не рекомендуется работать С УКАЗАНИЕМ ОБЪЕКТИВНЫХ ПРИЧИН. доводилось работать в не хороших кампаниях.жаль потраченное время-деньги. для тех кто ищет работу думаю будет полезно.
Sasha (Raghunath) Я просто орг стекло привык резать) А там больше 120 в минуту не разгонишься, а то оно плавится начинает, и все криво становится)
Tyoma (Alyxandra) чёт какое то противоречие получается. 120 в минуту чего? и какой диаметр инструмента, а лучше производитель и номер инструмента?
Sasha (Raghunath) Милиметров.
2 мм секунда, если так проще.
Фирму не помню диаметр 4 мм однозубая
Tyoma (Alyxandra) очень странный способ. вообще акрилы и схожие по свойствам пластики я резал на скорости 30-50 мм/с ; 3-4мм за проход при 18000 об, оптимальная фреза (на мой взгляд) 3, 175 однозубая (строго!!! винтовая) с хвостовиком 6мм и длиной режущей кромки 12мм. на пластиках толщиной более 3-4мм остаются следы от проходов. чтоб от этого избавиться, делам оффсет на 0, 2мм и режем до предпоследнего прохода. на последнем режем без оффсета. также па последнем проходе можно налить в паз воды. качество реза при этом увеличевается
Sasha (Raghunath) Ну мы пробовали в начале больше давать, форму сильно теряло.
Viktor (Adel) Артем, подскажи пожалуйста какой фирмы фрезы позволяют резать акрил на 30-50мм/с? пользуюсь gravman, и на 15-20 мм/с можно попрощаться с фрезой.
Tyoma (Alyxandra) ну лично моё предпочтение: black smith и onsrud. судя по каталогу на сайте gravman, больше подходят: AA1LX422, AA1LX622, AA1LX632.если используется всё что выше, то нет ничего удивительного в том что они ломаются. а вообще в вопросе недостаток данных. просьба уточнить: параметры резки, толщина материала, и используется ли охлаждение
Tyoma (Alyxandra) и диаметр инструмента)))
Viktor (Adel) Вообще резу акрил по 3мм за проход с подачей 12-15мм/с, фреза 3, 175 (например A1LX315) иногда пользуюсь прямыми одназаходными (A1ZX417). охлаждение водяное.
Серия AA1LX фрезы с удалением стружки вверх, за счет этого частенько наплавленная стружка наматывается на фрезу... что исключается при удалении стружки вниз, она просто перемалывается. Занимаюсь изготовлением заготовок для наружной рекламы, поэтому частенько приходится пилить буквы с витиеватым шрифтом и небольшими по размеру.
Tyoma (Alyxandra) наплавленной стружки не должно быть! пластик должен резаться, а не плавиться. это первый показатель неправильных режимов. у A1LX315 для акрила большая длина при маленьком диаметре. прямыми тоже акрил не режут. при удалении стружки вниз к столу не прилипает? и Виктор не забывайте, что фрезы ломаются не только от прямого давления на неё, но и от перегрева. вечерком поэкспериментирую, если успею
Tyoma (Alyxandra) мне как то довелось работать в компании где фрезы на месяц коробками выдавали. вот там переломав кучу фрез, и добился экстримальных режимов. у нас там дядечка работал, так он алюминиевые 3D формы ( на чистовой), катал со скоростью мдф. как не признавался.
Sasha (Raghunath) А что делать чтобы не плавился? Увеличивать подачу?
Tyoma (Alyxandra) увеличивать подачу, поднимать обороты, искать золотую середину между подачей, оборотами, диаметром инструмента и глубиной реза. предположим акрил 10мм режется со скоростью 15мм/сек и глубиной реза 3мм. получаем 4 прохода со скоростью =15мм/сек. а если будем резать на глубину 2мм со скоростью 50мм/сек то получим 5 проходов со скоростью =50мм/сек
Tags: Какие фрезы лучше для ручного фрезера по дереву
Краткий обзор набора фрез HITACHI для ручного фрезера. Мой вердикт: как первый набор для баловства, можно взять....






посоветуйте ФРЕЗЕР по дереву! | Автор топика: Кирилл)
хочу улей для пчел начать сам делать. для этого нужен фрезер. вроде нашел неплохие и недорогие варианты, но блин не могу определиться что взять. выбор остановился на: -Фрезер ЭНЕРГОМАШ ФР-11120 -Фрезер SKIL 1840 LA -Фрезер ЭНКОР ФМЭ-850/8Э -Фрезер ЭНКОР ФМЭ-1200/8Э -Фрезер КРАТОН R-03 Hobby -Фрезерная машина ВИХРЬ ФМ-1300 -Фрезер FIT RT-1200 -Фрезер SPARKY X 52E -Фрезер BOSCH POF 1200 AE -Фрезер EINHELL RT-RO 55 может кто-то с ними работал и скажет как показал себя этот инструмент?
Антон atext" itemprop="text">Мастеровые люди здесь собираются в категории Строительство и ремонт

Алёна Эргомаш пользую, мне норм
Алина энкор-1200 чем мощнее тем меньше нагрузка при работе на фрезер тем естественно дольше прослужит, работаю в цехе деревопереработки 80% энкоровского оборудования! Издеваются все кому не лень над ним, работают годами качественное недорогое оборудованние, кратон Алексей здох на 2 месяце, sparky Полина 7 год но сборка германская Анастасия за бошевский переплатишь а работать он будет так же и столько же как и энкор. И не смотри что сделано в Китае, сделанно на заводе а не в подвале, по заказу Воронежской фирмы
Виталий Энергомашевским рубанком работал, очень понравился в отличии от боша у которого заепал меня выброс стружки. Постоянно забивался.
Николай Советую этот фрезер FIT RT-1200
У меня такой в гараже. Претензий нет.
Дарья Фрезер BOSCH POF 1200 AE



 Что может потянуть трактор?
Что может потянуть трактор?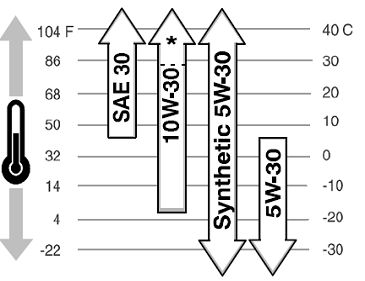 Какое масло заливать в трактор
Какое масло заливать в трактор Какой трактор лучше
Какой трактор лучше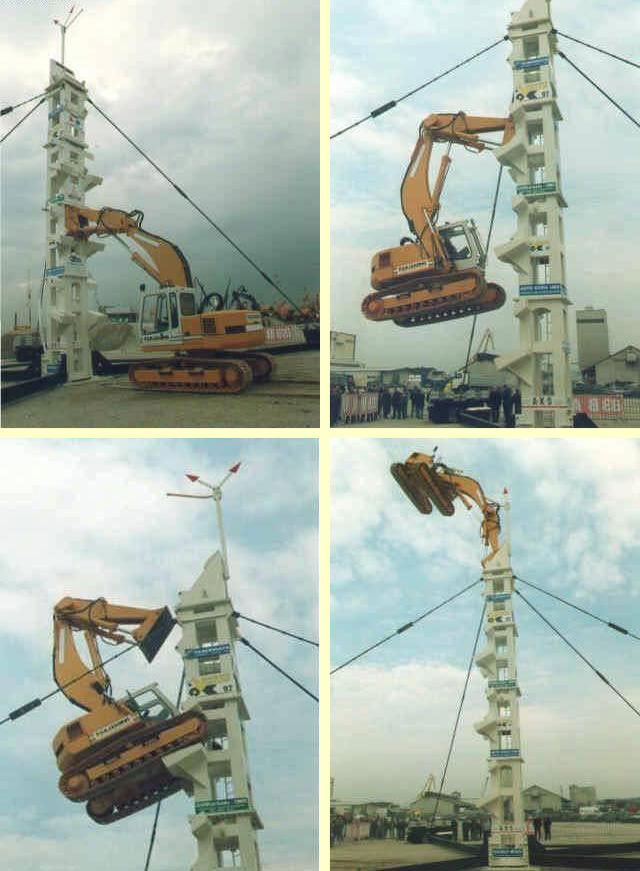 Невероятно, что могут делать эти 3 машиниста с экскаваторами!
Невероятно, что могут делать эти 3 машиниста с экскаваторами! Какой экскаватор лучше, гусеничный или колёсный
Какой экскаватор лучше, гусеничный или колёсный