Варим оптоволокно в домашних условиях | Автор топика: Sylvaine
Сегодня будет научно-познавательный пост :)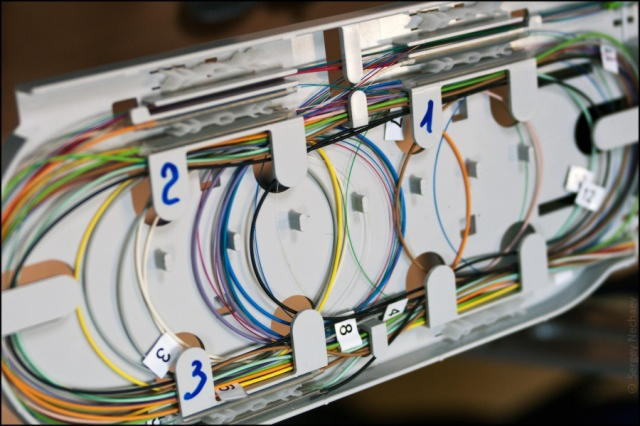
Эти цветные проводочки есть ни что иное, как оптоволокно, уложенное в кассету муфты.
К счастью, в этот раз была не авария, а плановые работы, поэтому процесс проходил, можно сказать, в тепличных условиях.
Обычно оптический кабель разваривается на специальный кросс, каждое волокно на свой порт, откуда уже коммутируется с оборудованием или другим кроссом. Но в этот раз надо было сварить между собой два кабеля в обход оптических кроссов. Процесс, в общем-то, схож со сваркой кабеля при разрыве, за тем исключением, что кабель не надо сначала вытаскивать из кросса.
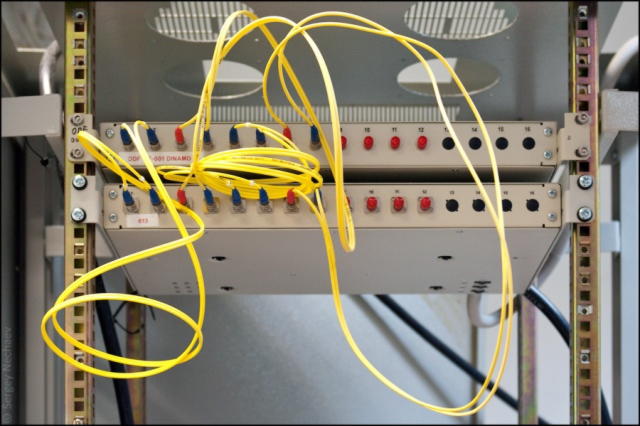
Вот так выглядят два рабочих оптических кросса, от которых надо будет избавиться и состыковать кабели напрямую. Сейчас пока данные бегают по желтым патч-кордам между кроссами.
Оптический кросс изнутри. Аккуратно распутываем и вытаскиваем кабель из кассеты.
Цветные проводки - это оптоволокно из кабеля, только пока в изоляции. Само оптоволокно бесцветное, а изоляцию специально делают цветной, чтобы различать волокна.

Волокон в кабеле может быть много. Может быть и 4, и 12, и 38. Как правило, для передачи данных используется пара волокон, по одному волокну в каждом направлении. По такой одной паре может передаваться от 155 Мбит/с до нескольких десятков Гбит/c, в зависимости от оборудования на концах волоконно-оптической трассы.
В этом кабеле 12 волокон, которые упакованы по 4 штуки в 3 цветных (белый, зеленый, рыжий) модуля.

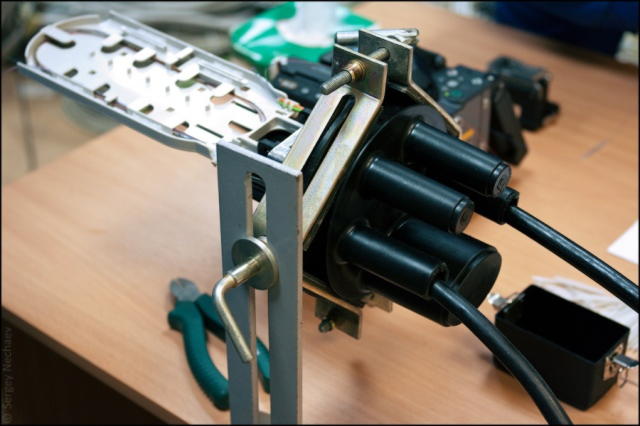
Поскольку место сварки волокна - потенциально ломкая зона, эту часть кабеля упаковывают в оптическую муфту. Перед сваркой кабели заводят в муфту через специальные отверстия.
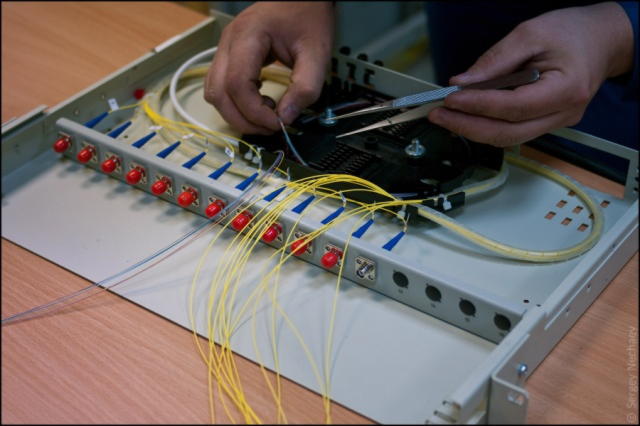
Теперь можно приступить к процессу сварки. Сначала с волокна при помощи точных инструментов снимается изоляция, и обнажается сам оптоволоконный стержень.

Перед сваркой нужно, чтобы торец волокна был максимально ровным, т.е. необходим очень точный перпендикулярный срез. Для этого есть специальная машинка.
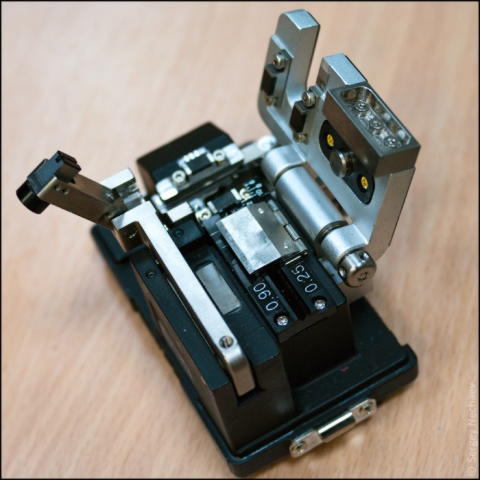
Чик! Угол скола должен отклоняться от плоскости не более, чем на 1 градус. Обычные значения - от 0,1 до 0,3 градуса.

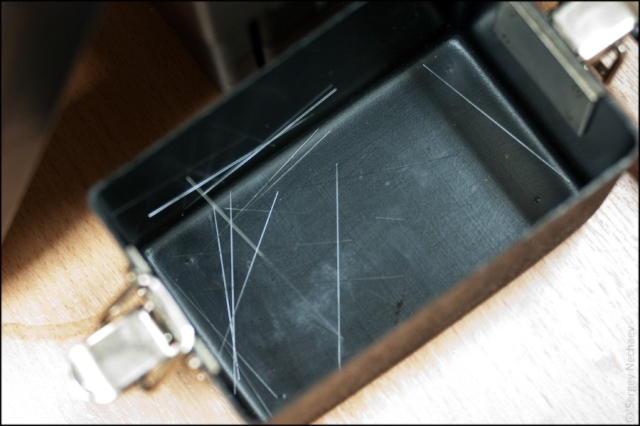
Обрезки чистого волокна тут же прибираются. На столе его фиг потом найдешь, а под кожу оно запросто может впиться, там обломиться и остаться.
А вот и самый главный аппарат в этом процессе - сварочник. Оба волокна укладываются в специальные пазы в середине аппарата с двух сторон (на картинке - голубого цвета), и фиксируются зажимами.
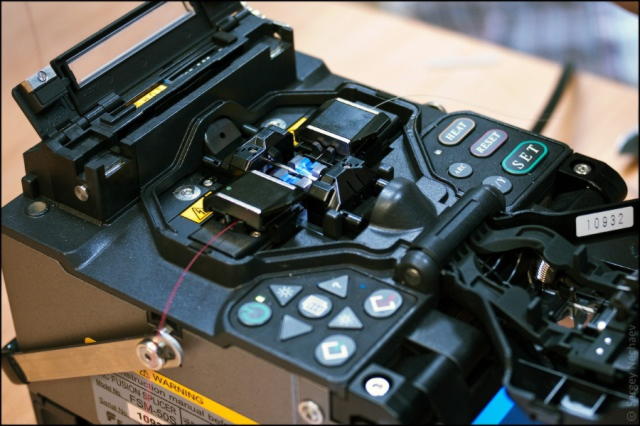
После этого самое сложное. Нажимаем кнопку "SET" и смотрим на экранчик. Аппарат сам позиционирует волокна, выравнивает их, кратковменной электрической дугой мгновенно спаивает волокна и показывает результат. Весь процесс происходит быстрее, чем я написал эти три предложения выше, и занимает секунд 10.
На волокно одевается термоусадочная трубочка с металлическим стержнем, чтобы укрепить место сварки, и волокно помещается в печку в том же самом аппарате, только уже в верхней его части.
Каждое волокно затем аккуратно укладывается в кассету муфты. Творческий процесс.
И результат.
Для герметизации места ввода кабеля в муфту одеваются термоусадочные трубки, которые обрабатываются специальным феном. Трубка от высокой температуры сжимается, препятствуя доступу воды и воздуха в муфту.
И последний штрих. На муфту одевается колпак и фиксируется специальными застежками. Теперь не страшна ни влажность, ни жара, ни мороз. Такие муфты могут годами плавать в болоте без ущерба для кабеля внутри.
Весь процесс сварки двух 12-волоконных кабелей вместе занимает около полутора часов.
Ну вот, теперь вы знаете все тонкости этого процесса, можно смело покупать аппарат для сварки и опутывать оптоволоконными сетями все, что вам вздумается.
Tags: Как соединить транспортерную ленту своими руками в домашних условиях
Транспортерная лента соединение на завесы.общая благодарность за помощ .






Монтаж полипропиленовых труб своими руками | Автор топика: Строим
Монтаж полипропиленовых труб своими руками При проектировании и монтаже трубопровода из полипропиленовых труб надо учитывать особенности данного материала и имеющийся на рынке ассортимент фитингов.
Полипропилен является полимером из семейства полиофенов. Для этого материала характерны отличные механические, термические и физические свойства. Трубы из этого материала замечательно подходят для транспортировки газов и жидкостей при температурах до 650С, а также для сред, проявляющих химическую агрессию.
Применение
Полипропиленовые трубы могут быть применены в качестве распределительного механизма подачи воды. Эти трубы предназначаются для подачи горячей и холодной воды, как технической, так и питьевой, для систем центрального и местного отопления. Используя полипропиленовые трубы в указанных целях, надо основываться на рекомендации производителя.
Технические характеристики
Коэффициент термического линейного расширения 0, 12мм/мС.
Коэффициент теплопроводности 0, 24Вт/мС.
Удельная вязкость ударная 22кДж при температуре 230С.
Модуль упругости сгиба 900-850Н/мм2.
Удлинение предела текучести 15%-10%.
Предел текучести растяжения 26МПа.
Удельная масса 0, 9г/см3.
Виды фитингов для полипропиленовых труб
В этой статье мы лишь ознакомим вас с перечнем используемых фитингов (он является не полным). К тому же, у разных производителей наличие определенного фитинга немного отличается. Также выпускаются фильтры и краны, служащие для вваривания в трубопроводную магистраль.
Фитинги существуют двух видов: с резьбовым соединением и служащие для соединения полипропиленовых участков между собой. В свою очередь резьбовые соединения бывают не разъемными и разъемными (более дорогие). Выбирать какой-либо вид муфты следует, руководствуясь условиями эксплуатации. Так, при подсоединении накопительного бака либо счетчика воды удобнее использовать резьбовое разъемное соединение, а при присоединении гибкого шланга логичнее будет применить не разъемное соединение.
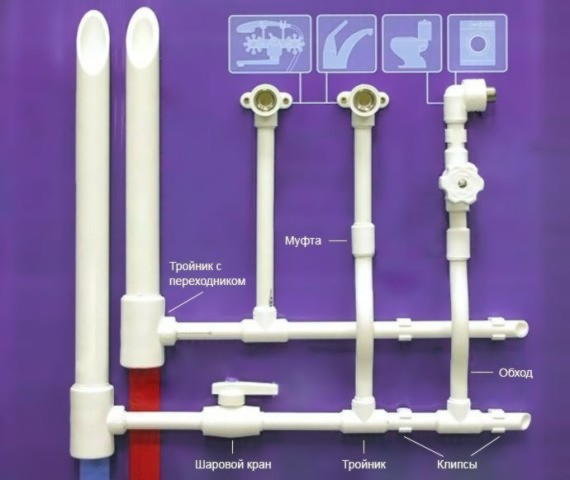
Муфты служат для перехода на иной диаметр труб, сращивания прямолинейных отрезков, перехода на резьбовые соединения (наружная и внутренняя резьба).
Угольник предназначается для поворота трубопроводов на 900 либо 450.
Тройник предназначается для создания ответвлений либо соединения труб.
Основные требования к монтажу и деталям:
- Все используемые материалы не должны содержать загрязнений и повреждений.
- Осуществлять монтаж следует при температуре не меньше +50С.
- Все полипропиленовые элементы надо беречь от открытого огня и механических повреждений.
- Нарезка резьбы на полипропиленовых элементах не допускается.
Набор необходимых инструментов:
- Аппарат электросварочный, предназначенный для полифузной сварки и оснащенный насадками требуемого размера.
- Ножницы, предназначенные для резки труб полипропиленовых. Могут быть заменены на электролобзик либо ножовку. После распила надо удалить заусенцы и стружку.
Подготовка к работе
На сварочный аппарат устанавливают насадки с покрытием из тефлона необходимого диаметра. Разогревают сварочный аппарат, поставив терморегулятор на 2500С-2700С. На время разогрева аппарата влияют условия окружающей среды.
Монтаж полипропиленовых труб
Монтаж данных труб осуществляется полефузной сваркой в раструб. При этом создается высококачественный гомогенный шов.
Этапы монтажа:
Отмеряем и отрезаем кусок необходимой длины. Осуществляя сварку фольгированной трубы, надо удалить средний и верхний слой на глубину вхождения в муфту фитинга.
2. Очищаем от заусенцев торец трубы.
3. Маркером отмечаем на трубе отметку глубины вхождения в муфту фитинга трубы. Глубина вхождения определяется размером используемого фитинга. При этом надо следить, чтобы конец трубы не был до упора надвинут в муфту фитинга. Чтобы предотвратить сужение прохода труб в местах соединения, надо оставлять промежуток (минимум в 1мм) между торцом и соответствующим выступом в фитинге.
4. Потом маркером делаем отметки на поверхности фитинга и трубы, обозначающие место их соединения. Благодаря этому вы соедините фитинг с трубой без их перекосов в радиальном направлении.
5. Фитинг и трубу насаживают на прогретую насадку сварочного аппарата. Обе части надо разогревать одновременно. Вначале лучше насаживать элемент с более толстыми стенками. Насаживать элементы на насадку надо достаточно плотно. Когда один из элементов плотно не насаживается, его надо отбраковать и взять другой (чтобы соединение было достаточно прочным). Диаметр трубы влияет на время разогрева следующим образом: 400мм-12с, 32мм-8с, 25мм-7с, 16, 2мм-5с.
6. Когда соединяемые элементы прогреются, их снимают с насадки сварочного устройства и соединяют между собой по меткам, сделанными маркером. При осаживании одной детали во вторую надо делать постоянное усилие, избегая поворотов деталей относительно друг друга в осевом направлении. Также следует визуально контролировать перекосы в радиальном и осевом направлении. В соответствии с диаметром трубы сварной шов может застывать от 30 до 10 секунд. Из-за этого небольшая коррекция может быть осуществлена лишь на первых секундах после соединения. После этого соединяемые элементы надо зафиксировать на период твердения шва.
Точно также соединяют остальные элементы трубопровода. Заранее, в соответствии с конструкцией и условиями монтажа трубопровода, должен быть определен порядок соединения всех деталей. Процесс сварки при этом является определяющим фактором.
Проектирование полипропиленового трубопровода
В процессе проектирования трубопровода из труб полипропиленовых надо руководствоваться «Сводом правил по проектированию, строительству, монтажу трубопроводов водоснабжения, канализации из материалов полимерных СП40-102-2000».
Андрей (Zait)



 Что может потянуть трактор?
Что может потянуть трактор?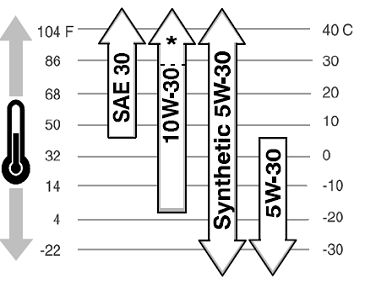 Какое масло заливать в трактор
Какое масло заливать в трактор Какой трактор лучше
Какой трактор лучше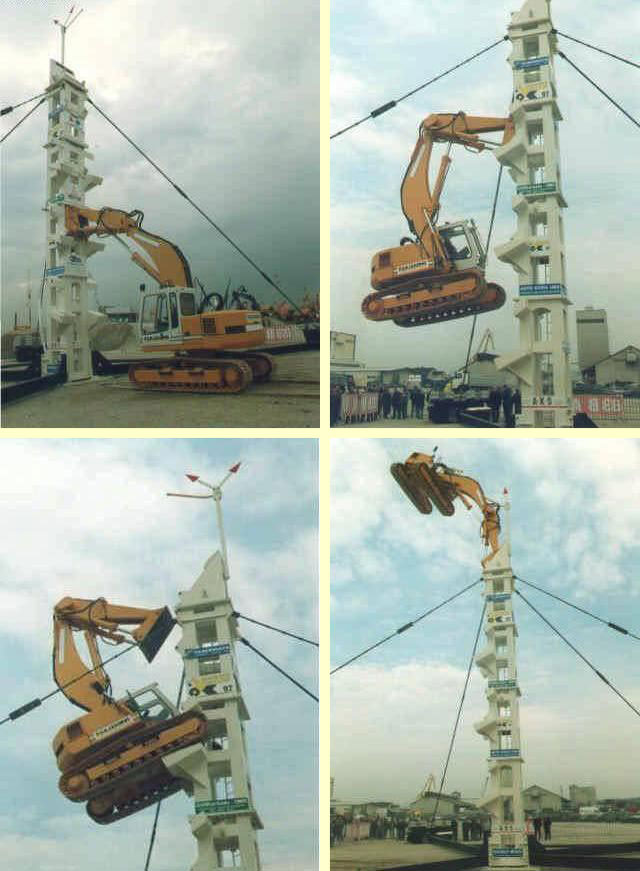 Невероятно, что могут делать эти 3 машиниста с экскаваторами!
Невероятно, что могут делать эти 3 машиниста с экскаваторами! Какой экскаватор лучше, гусеничный или колёсный
Какой экскаватор лучше, гусеничный или колёсный